

Станок для правки полок сварной двутавровой балки ATTA HYJ800










Характеристики товара
При изготовления сварной двутавровой балки из-за большого термического нагрева при сварке, возникает искажение формы поперечного сечения двутавра - «грибовидность».
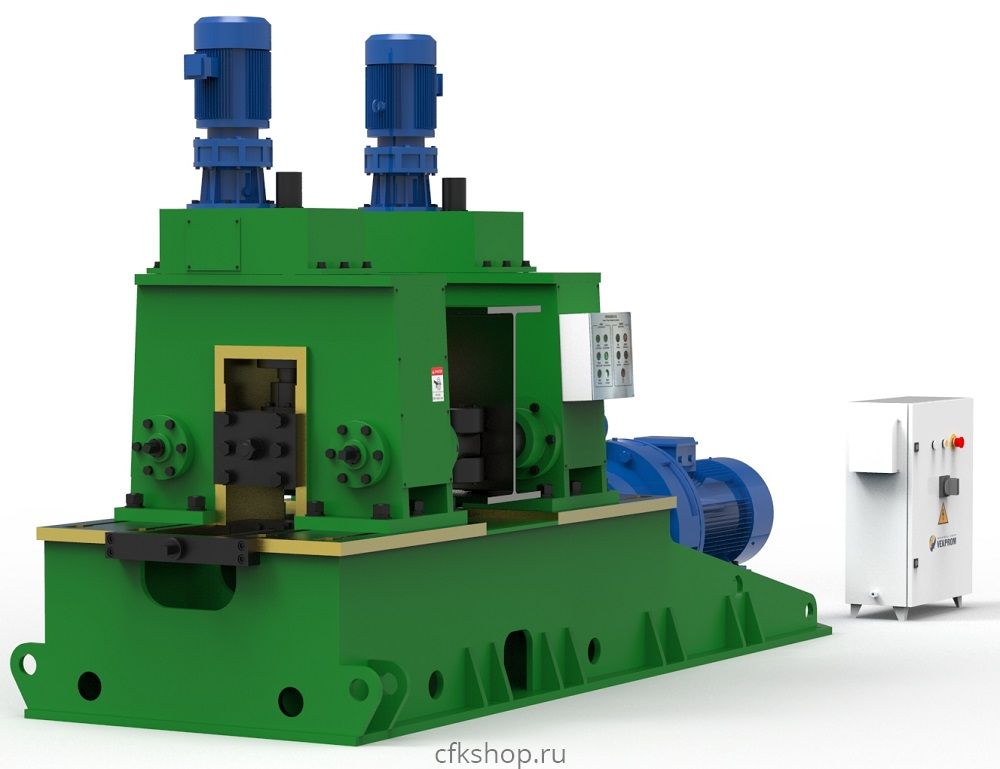
 Оборудование представляет собой, прокатный станок с правильными роликами имеющими возможность выполнять перегиб полок в обратную сторону для исправления «грибовидности» методом остаточной деформации и упругости металла. Правка осуществляется посредством обратной пластической деформации в результате механического воздействия на полку балки трех роликов одного ведущего (снизу, упирается в полку балки напротив стенки балки) и двух ведомых (сверху, регулируются по высоте в зависимости от толщины полки, упираются в крылья полки балки). В станке двутавровая балка вертикально позиционируется с помощью поддерживающих роликов. Регулировка поддерживающих роликов осуществляется механическим способом, с помощью винта позиционирования. Основная система передач оснащена двигателем мощностью 22кВт и управляется редуктором, обладающим высокой эффективностью передачи и высокой скоростью правки. Основные достоинства оборудования - это надежность, простота конструкции и эксплуатации. Все правящие ролики изготовлены из качественной легированной стали, прошедшей термообработку. Перемещение роликов вверх-вниз осуществляется механизировано с помощью электродвигателя, редуктора и червячной передачи. Перемещение подвижной стойки при изменении типоразмера исправляемой двутавровой балки осуществляется вручную, посредством червячной передачи, после ослабления крепежных болтов.
Оборудование представляет собой, прокатный станок с правильными роликами имеющими возможность выполнять перегиб полок в обратную сторону для исправления «грибовидности» методом остаточной деформации и упругости металла. Правка осуществляется посредством обратной пластической деформации в результате механического воздействия на полку балки трех роликов одного ведущего (снизу, упирается в полку балки напротив стенки балки) и двух ведомых (сверху, регулируются по высоте в зависимости от толщины полки, упираются в крылья полки балки). В станке двутавровая балка вертикально позиционируется с помощью поддерживающих роликов. Регулировка поддерживающих роликов осуществляется механическим способом, с помощью винта позиционирования. Основная система передач оснащена двигателем мощностью 22кВт и управляется редуктором, обладающим высокой эффективностью передачи и высокой скоростью правки. Основные достоинства оборудования - это надежность, простота конструкции и эксплуатации. Все правящие ролики изготовлены из качественной легированной стали, прошедшей термообработку. Перемещение роликов вверх-вниз осуществляется механизировано с помощью электродвигателя, редуктора и червячной передачи. Перемещение подвижной стойки при изменении типоразмера исправляемой двутавровой балки осуществляется вручную, посредством червячной передачи, после ослабления крепежных болтов.
.jpg")
 |
Принцип правки:
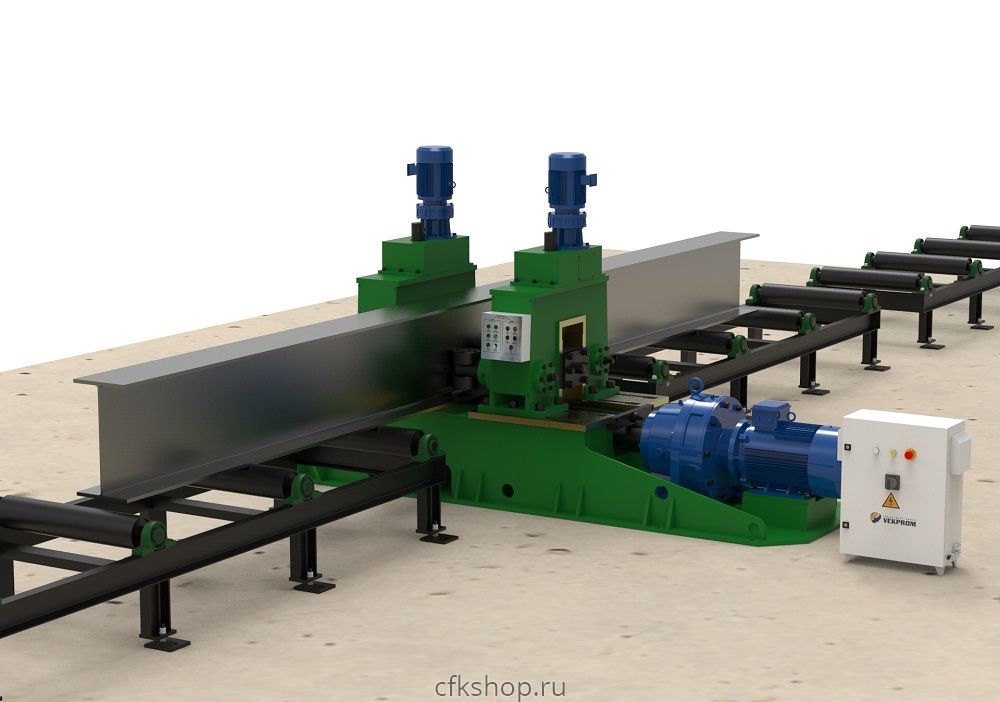
При помощи левого и правого прижимных роликов и главного ролика создается усилие, действующее на полку двутавровой балки. Имеющаяся деформация двутавровой балки устраняется, и таким же образом осуществляется процесс правки полки балки. Правка осуществляется посредством обратной пластической деформации в результате механического воздействия на полку балки трех роликов: одного ведущего (снизу упирается в полку балки) и двух ведомых (сверху регулируются по высоте, в зависимости от толщины полки, упираются в крылья полки балки). В станке двутавровая балка вертикально позиционируется с помощью поддерживающих (направляющих) роликов.

- Станина;
- Главный двигатель;
- Главный (ведущий) ролик;
- Правая и левая стойка;
- Правый и левый суппорт перемещения прижимных роликов. Каждый суппорт оснащен концевыми выключателями, ограничивающими вертикальное перемещение вверх, для предотвращения упора суппорта в раму и его поломки;
- Левый и правый прижимной (ведомый) ролик. Для правки балок с высотой стенки менее 350 мм имеется дополнительный комплект сменных прижимных роликов;
- Комплект направляющих (поддерживающих) роликов для центрирования и удержания балки (по две штуки на сторону). Для правки балок с высотой стенки менее 350 мм имеется дополнительный комплект сменных направляющих роликов. Ролики позиционируются винтами;
- Левый и правый винт позиционирования стойки;
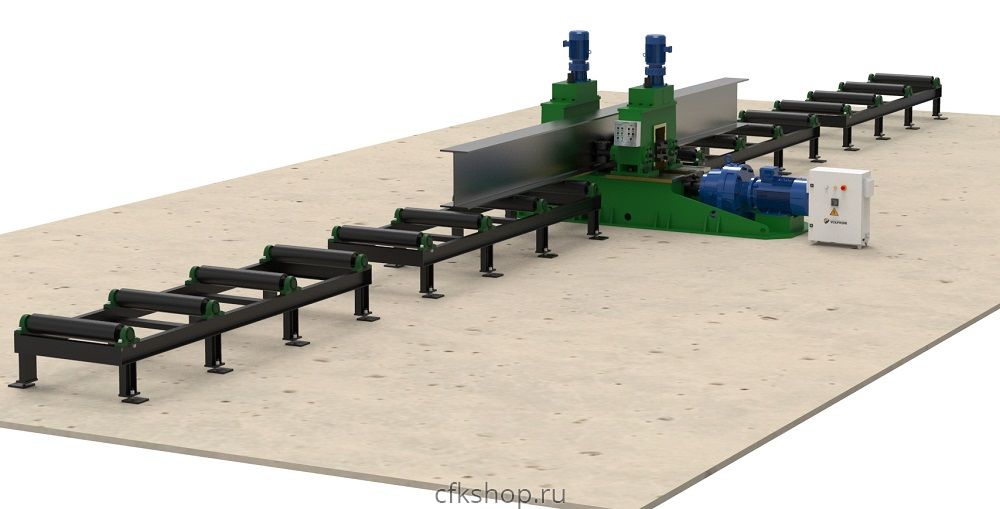
- Входной рольганг;
- Выходной рольганг;
- Шкаф электроуправления;
- Пульт управления.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}