

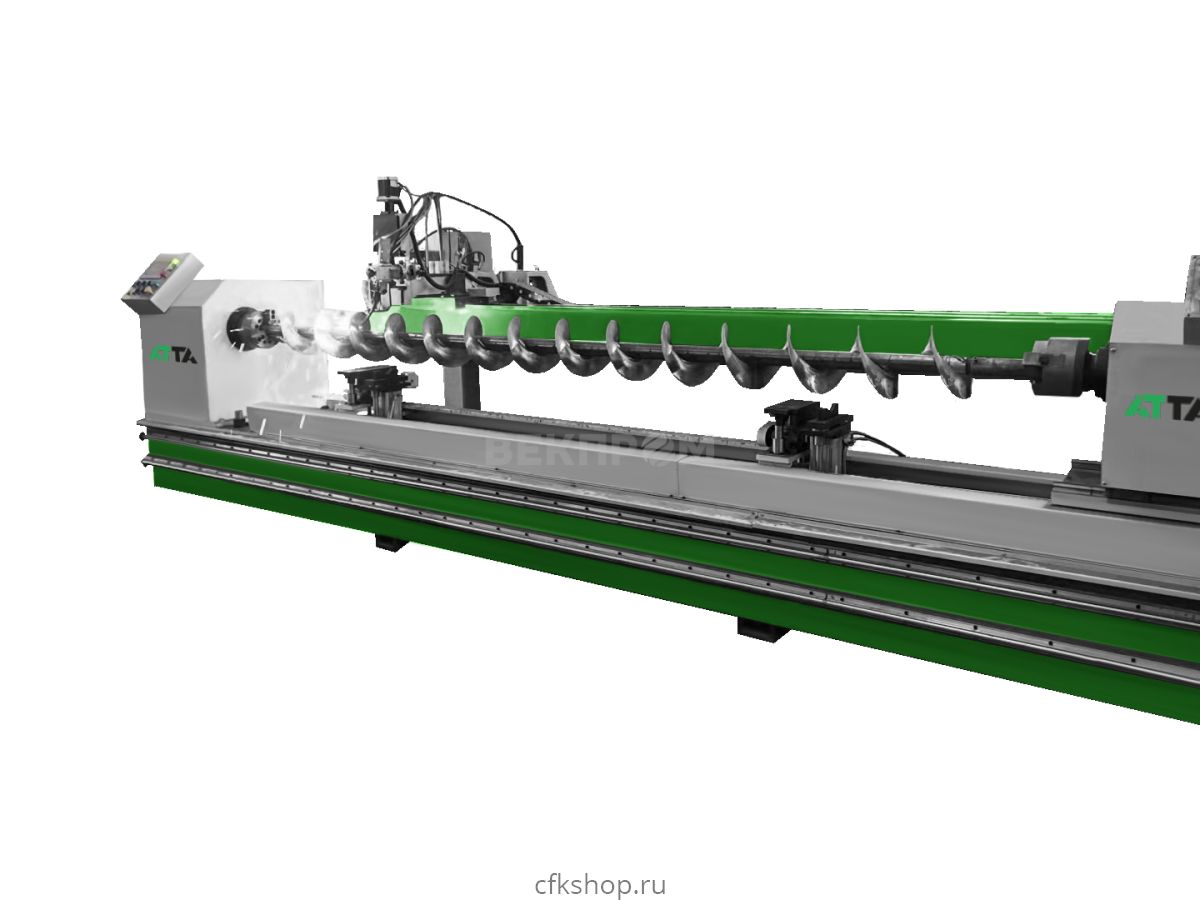
Установка для сварки шнеков, винтовых свай








Характеристики товара
- Сварочные горелки зафиксированы, заготовка вращается, положение сварки горизонтальное.
- Заготовка зажимается и поворачивается с помощью приводной бабки и поддерживается универсальным роликовым кронштейном.
- Машина с PLC управлением используется для управления работой всей машины, а для вращения заготовки используется частотно-регулируемый привод переменного тока, который регулируется бесступенчато
- Сварочные параметры могут быть предварительно установлены, сохранены и вызваны из памяти. Параметры сварки вводятся через сенсорный человеко-машинный интерфейс.
- Сварочный пистолет можно регулировать вверх и вниз, влево и вправо, а также угол наклона в соответствии с требованиями к сварке.
- Источник питания сварки Aotai.



Установка смонтирована на жесткой термообработанной станине, сваренной из толстостенных квадратных труб и пластин. На верхней фрезерованной части станины установлены направляющие, по которым перемещается задняя бабка с пинолью.Передняя бабка фиксирована и оснащена двигателем с цифровым управлением, редуктором, зажимом для заготовки и скользящим токоподводом.
С обратной стороны станины на вертикальных стойках установлена горизонтальная коробчатая балка с высокоточными направляющими для перемещения суппорта горелки. Горизонтальной перемещение суппорта вдоль изделия осуществляется с помощью зубчатой рейки и звездочки.
Горизонтальное перемещение горелки осуществляется с помощью копирующих роликов, которые при вращении привариваемой спирали перемещают каретку с горелками. Этот вариант подходит когда соблюдается высокоточная сборка и прихватка шнека. В большинстве случаев есть отклонения от геометрии шнека и необходимо использовать лазерный датчик для отслеживания положения сварки.



Точность измерения 0.1мм Выходная частота дискретизации 30 Гц
Поле слежения 125-180 мм Временная задержка 33 мсек
Ширина поля 20 мм Среднее разрешение по ширине 0.1-0.12мм
Лазерная система слежения за швом состоит из лазера, оптического датчика и центрального про-цессора. Он использует принцип оптического распространения и визуализации для получения информации о положении каждой точки в области лазерного сканирования и выполняет онлайн-обнаружение обычных сварных швов в режиме реального времени с помощью сложных про-граммных алгоритмов. Подходит для всех видов сварочных аппаратов, таких как сварочный аппарат для прямого шва, сварочный аппарат для кругового шва, сварочная тележка, портальная машина, машина для попе-речной сварки;

Установка работает под управлением промышленного программируемого логического контроллера (PLC) японской фирмы Omron с сенсорной панелью с русифицированным интерфейсом.
Контроллер позволяет осуществить полное программирование сварочного процесса. Сохранять параметры программ в памяти.
Зажим сварочного пистолета, регулировочный механизм
Сварочная горелка опускается вверх/вниз пневматическими цилиндрами. Каждый сварочный пистолет управляется независимым механизмом подъема цилиндра для перемещения вперед и назад, так что сварочный пистолет может быстро достичь положения сварки без помех. Сварочный пистолет можно регулировать вверх и вниз, влево и вправо, а также под углом. Для точной настройки положения головки используется ручной прецизионный крестообразный слайдер с фиксаторами положения.
Вращение заготовки осуществляется японским сервоприводом Panasonic, а скорость двигателя изменяется путем плавной регулировки.
Сенсорный экран MCGS используется в качестве интерфейса ввода-вывода, а такие параметры как длина сварки, время начала и окончания дуги регулируются.






{kind=link}
{kind=link}
{kind=link}
{kind=link}